Change Country
-or-

Many people who use the capability indices such as Cp/Cpk and Pp/Ppk when determining capability of their processes, are unaware that the indices Cp/Cpk are meaningless unless the data is analysed in parallel on control charts. In other words, Cp/Cpk should not be quoted as a measure of capability unless the analysis is backed up by evidence from the study of control charts. In many cases, capability analysis is undertaken without control charts.
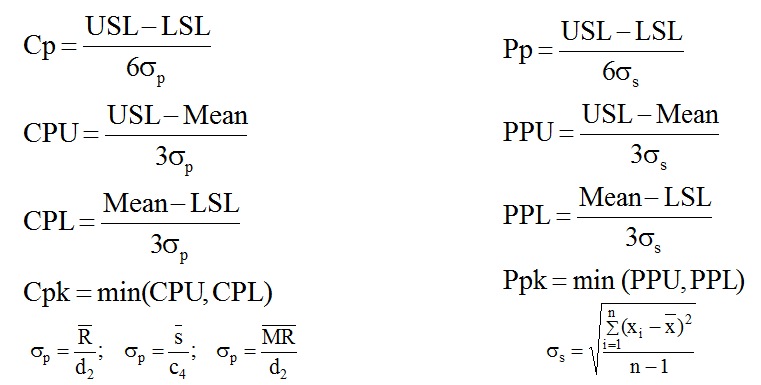
Consider the equations for the calculation of the capability indices, shown in Table 1. It will be observed that the equations for Cp/Cpk at the left of the table are identical with the equations for Pp/Ppk at right of the table. However, the sigma in the denominator of the equations, the measure of process variation, is most usually an unknown quantity, and has to be estimated from sample data. In Table 1, the Cp/Cpk sigma has a subscript p (for pooled), indicating that the sigma will be estimated from the pooling of variability from several separate samples. The Pp/Ppk sigma has a subscript s, indicating that the sigma in this case will be estimated from a single sample. The estimate of sigma using the pooled data (sp) is usually a smaller value than ss. Therefore, Cp/Cpk will usually be a higher, and more attractive, value than Pp/Ppk.
However, it is only appropriate to quote Cp/Cpk in certain specific circumstances. The estimation of sigma from the pooled data (sp associated with Cp/Cpk) is only valid if the process mean and process standard deviation are stable. The assessment of the stability of the process mean and process standard deviation can only be undertaken through detailed study of control charts. Therefore, Cp/Cpk, must not be quoted as the measure of capability unless it has been determined through study of control charts that the process mean and process standard deviation are stable. If these circumstances do not apply, then only Pp/Ppk should be used as a statement of process capability.
Attend the SQT training course “Statistical Process Control – CPV” and learn how to assess stability of processes using control chart, and the appropriate circumstances in which the indices Cp/Cpk and Pp/Ppk can be used.
Table 1
Equations for Cp/Cpk and Pp/Ppk
Submitted by our Continual Process Improvement tutor, Albert Plant

View full details of our Continual Process Improvement training courses
Sign up to receive the latest industry and company news direct to your inbox.